Data Management a key role in food and beverage industry
The goal is to collect, store and use that data securely, efficiently and cost-effectively.
From the factory floor to the C-suite, a data management solution can help food and beverage manufacturers drive an actionable and cohesive data strategy, tailored for their market needs. it allows insight into industry trends, the customer base, increased safety measures and more.
Small and mid-sized food manufacturers often struggle to keep up with Industry 4.0 and innovative technology trends used by their larger counterparts, particularly in the realm of manufacturing analytics to increase efficiencies in operations.
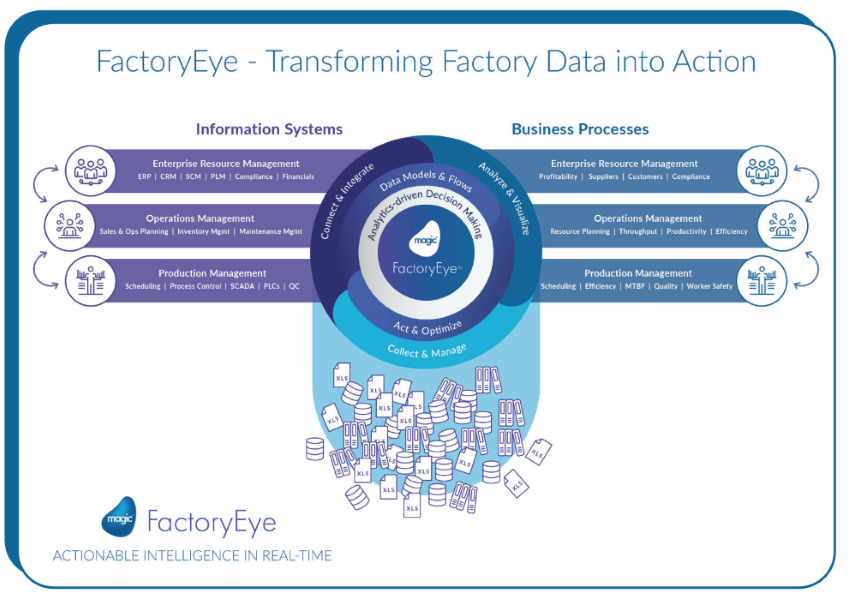
FactoryEye, a product of Magic Software, is an advanced integration platform for mid-sized manufacturers that transforms data into actionable insights to empower food and beverage manufacturers to make informed decisions in real-time. The solution empowers manufacturers in their Industry 4.0 migration by integrating all management and production processes and applications, enabling information system evolution, providing an agile architecture and enabling full visibility across the manufacturing organization.
We spoke with FactoryEye’s Terri Ghio, president of North American Operations, and Kausik Dasgupta, chief tech officer, to share how manufacturers and processors can make the transition seamless.
Data reimagined
Loads of data are being collected, but it’s not usable because no one has time to sort through all of it, Ghio said. FactoryEye puts together a plan for clients and creates a customized solution in about six to eight weeks. “It really makes a big difference that we do this in bite-sized pieces, showing them the ROI, which generally has paid for the next sprint and then the next sprint,” said Ghio.
This data management solution supports monitoring of the entire process to enable food and beverage manufacturers to achieve objectives including:
Digitization, which consistently ensures that quality management systems are flexible, have real-time impact and comply with regulation and ever-changing needs. The data will help analyze test results quickly and easily enable the plant to evolve while keeping costs in check.
Seamless integration with existing IT resources to support greater selling, production and service agility. Keeping current enables the company to cope with the challenges of stricter regulations, traceability and food safety.
Greater connectivity and visibility of production management systems and overall supply chain management. In turn, this allows accelerated response times and more satisfied consumers.
Seamless connectivity of key information systems like ERP, MES, PLM and QMS enables optimization of production planning, scheduling, procurement and logistics.
FactoryEye customizes each client’s dashboard. “Every company, even if they’re making the same thing, looks at data differently. So we really make it simple and easy to give them a relatable dashboard so that they don’t even see any of this (background information),” explained Ghio.

Data traceability is another value. When that data came in, when was it processed? Was there a failure in processing the data? The raw side of the data tracks all those things so that at any point of time, if someone needs to go back in time and look at it, you have it there, Ghio added.
Factor floor management
Accurate and real-time production floor data collection is a crucial element to increasing productivity and business performance for manufacturers.
FactoryEye’s production floor management system offers a plug-and-play solution focused on what a client’s factory needs to improve performance. The advantages include:
- Connectivity to all machines and workstations (old and new, manual or automatic)
- Mobile connectivity with a native, dedicated mobile app
- Paperless factory with a dedicated stationary operator tablet app
- Internal messaging system reducing response time and increasing communication
- Quality, maintenance, task management and Gantt-based planning modules
- WIP inventory control and management
He added that with the factory implementation, they implemented a data lake (a system or repository of data stored in its natural/raw format, usually object blobs or files). “We have an integration component that reads data, all raw data from different systems, even ERP, be it historian, be it an existing EMS system versus our entire system and put it into the data lake. And then our processing engine processes that data, contextualize it, make sure everything is correct and put it in the actionable data site so that makes it actionable.”
Case in point
Another example is Angel Bakeries. The bakery has four industrial bakeries around Israel, 20 local bakeries, 150 distribution lines and an approved supplier for world-leading fast-food chains and producer of frozen goods in its U.S. plant for distribution across the country.
Like fresh-cut produce, fresh Enter FactoryEye’s data management platform. It was selected because it provides an advanced, easy-to-use machine connection, data visibility and a smart IoT solution for production.
Empowering Angel Bakeries to computerize the process of control and reporting in production, it uses RFID stickers that are automatically scanned and used to update data in the computer systems. This has significantly reduced the time spent on manual reporting, as well as solving the problem of inaccuracies. At two production sites, automatic gates that are opened by reading the stickers have been installed, thus reducing human involvement in reporting to a minimum.
In addition to transparency regarding inventory at any point in time and the smooth flow of information, FactoryEye also offers customers better monitoring of deliveries in the supply chain, as well as making it easier to investigate incidents and improve forward planning.
For more information about Magic Software’s FactoryEye, visit factoryeye.magicsoftware.com.
Top image: A data management solution can help food and beverage processors drive an actionable and cohesive strategy, tailored to their market needs. Image: FactoryEye