Breaking down ins and outs of fresh-cut product production line
Food safety is priority No. 1 throughout the industry and that doesn’t figure to change anytime soon, not with continuing pathogen outbreaks we’ve seen in recent years.
A fresh-cut production line, traditionally loaded with nooks, crannies and hard-to-clean areas, can be ground zero for trouble, whether the bacteria is present when produce enters the facility or develops during the processing cycle.
Produce Processing recently caught up with food safety expert Melissa Ortner of Heinzen Manufacturing and Channelized Integrated Solutions. We asked her about common trouble areas, growing automation and what else we may see on the horizon in the fresh cut production line.
Where are common areas of inefficiency in a food production line?
Today, some of the most common inefficiencies in a food production line are those lines that have been installed five-plus years ago without food safety and sanitation in mind. More often than not, some of these lines take an immense amount of time and resources to clean and maintain, which usually can reveal inefficiencies behind the scenes. Alternatively, they also may not be maintained as required, leading to risks in food quality and/or safety.
How often should an existing line be inspected (internally, not by government)? Are there existing protocols for what to inspect and how to fix problems that arise?
Inspection prior to use is always best. Whether it’s used daily or once a week, ensuring that the equipment integrity is maintained allows for performance in safety and operations. There are usually protocols that require inspection prior to production. However, the depth of the procedures and what is required in the event an inspection reveals a non-conformance may be lacking.
What changes will FSMA bring to a production line?
FSMA will bring the awareness and ownership to production lines from infeed to finished product. Having the ability to validate and verify the processes from sanitation and operations, to maintenance are key aspects that may have been an oversight prior to FSMA implementation.
 How much more automation do you see coming to the line?
How much more automation do you see coming to the line?
Automation becomes more evident with labor shortages. The processes that are the most labor-intensive, such as cutting and packing, have already been migrating to automation. With the complexity of fresh produce, there will always be a need for employees on the floor. With that said, the numbers will certainly reduce as automation is increased.
A lot of produce processing takes place in a moist environment. What kinds of challenges does this pose to equipment, people and products?
One of the biggest challenges that us as equipment manufacturers face in a moist environment is corrosion. Over the years, equipment components have migrated to stainless steel and plastics that are corrosion-resistant. However, not 100 percent of components are there as of today. With the corrosion come maintenance and sanitation challenges that require additional time and resources in order to keep corrosion and bacterial harborage at bay.
When is it time to change out the old equipment and get new equipment? What are the best options: do you always need to buy new or can good used equipment do the job?
When allocation of time and resources begins to exceed needs of the organization, it’s time to change. Basically, when the cost to clean and maintain the equipment costs you more or takes more time than what is had, it’s time to get something new. Also, when volume cannot be processed on that line any longer and is beginning to affect efficiency, it is time to look elsewhere. When your house doesn’t fit your family, you need to move into something bigger.
What kind of new equipment are we seeing that may not have existed five years ago (for example, equipment to rice cauliflower and spiralizing vegetables)?
Innovations in cutting and ways to serve vegetables in different forms have been seen industry wide. Chopped salads and, as mentioned, “noodleizing” vegetables bring the consumer interest back into veggies and how they can be used differently at the dinner table. Kids get excited when they see creativity in their food.
How do you see the educational and skill levels required of people staffing the production line changing in the future?
MO: Skills gained from trade schools are not as common as they were 10 years ago. We are losing the skills taught in schools such as welding, fabrication and other valuable skills needed for our industry. There is a shift to a more technological-savvy workforce that is excited to work with technology, not necessarily with their hands. Although with pros and cons to both situations, it is critical to the industry to keep a steady supply of qualified individuals for all necessary plant positions. We will see continued challenges in this area.
Expert: Listeria biggest production line pathogen risk
Two high-profile outbreaks within the past 12 months has E. coli atop the concern list for the general public when it comes to fresh-cut produce. Production line conditions are even more susceptible to another pathogen, however: listeria.
Miles Murphy is the business development manager, produce sector, for Birko, a company that specializes in food and beverage equipment and chemical solutions. He called Listeria monocytogenes a “giant threat.”
“(Listeria monocytogenes) has been, in terms of processing, the biggest threat because of its ability to cultivate at lower temperatures,” Murphy said. “Really, all sorts of produce processing facilities have the perfect environment for it to really flourish, which is obviously a giant threat to any of the other produce processors or the products they’re producing.”
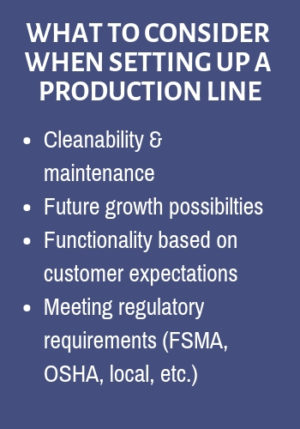
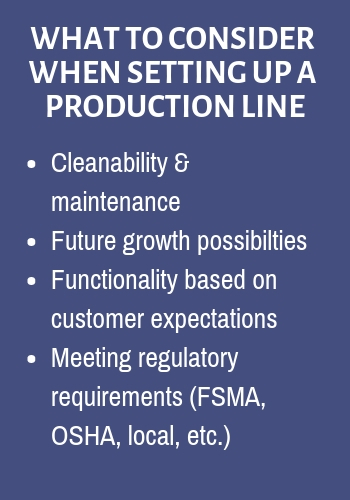
Murphy said the biggest thing fresh-cut processors can do as far as set-up is to avoid tough-to-access areas where listeria can flourish.
“When they’re setting up their processing equipment, they really want to make sure there aren’t a lot of niche points, as we like to call them, that aren’t accessible to be able to be properly cleaned and sanitized,” he said.
Proper sanitation monitoring
Murphy added sanitation monitoring is a major issue, not only the proper use of the cleaning chemicals, but also proper hygiene practices of employees.
“You can see there are a lot of lapses in what employees are doing and not a lot of consistency. Those are the two big things we seem to find in most produce processing facilities — overall employee training on proper sanitation hygiene and proper monitoring and verification of sanitation,” he said.
When asked what advice he would have for a processing plant looking to set up an in-house sanitation system, he said it can be a slippery slope. Mostly, plant administrators should lean on their outside providers for guidance.
“It’s very important that produce processors really lean on their third-party sanitation teams and sanitation providers or their actual sanitation chemistry providers,” Murphy said. “It’s taking advantage of all those services that those providers have to offer, and if it includes training, that’s the best way to do it.
“Sanitation is fairly hard because it’s typically a graveyard shift. It’s much harder for people for that time and no one really wants to do that work. That’s why third-party providers are always important in making sure that your sanitation chemical provider is there to support you with training.”